The key point of quality control of wire harness IPC620
By wpname 玩得好 / 2024年10月24日
The key point of quality control of wire harness IPC620
Contact us to get IPC620 english version printed book
I. Processes Involved in Wire Harness Manufacturing
The processes involved in wire harness manufacturing include but are not limited to:
- Cutting: Refers to cutting electronic wires or cables to the required length using machines or manually, without damaging the insulation or outer sheath.
- Outer Sheath Stripping: The outer sheath usually refers to the cable sheath. The outer sheath stripping machine should not scratch or cut the insulation of the core wires when stripping the outer sheath.
Any cuts, breaks, cracks or splits in insulation (not shown).
u Insulation thickness is reduced by more than 20% .
u Uneven or ragged pieces of insulation (frays, tails, and tags)
are greater than 50% of the insulation outside diameter or
1 mm [0.039 in] whichever is more .
u Insulation is charred .
u Insulation is melted into the wire strands .
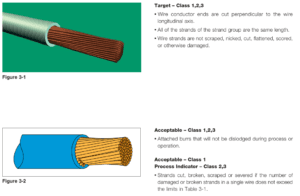
- Core Wire Stripping: Adjust the core wire stripping machine to the required size for stripping, and be careful not to scratch or cut the copper wires.
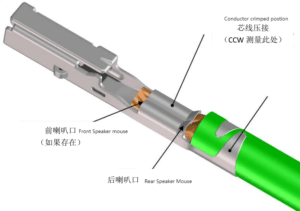
- Crimping: Select the appropriate blade according to the terminal size. Crimp the prepared wire with the terminal crimp part using the blade, ensuring a firm crimp and that the appearance and pull force of the crimped terminal meet the standards.
- Put on connector: Insert the qualified crimped terminal wires into the matching connector housing. A clear click sound will be heard when the connector is fully inserted.
- Wire Twisting: Adjust the wire twisting machine to the appropriate height to ensure that the copper wires are not flattened or tangled, and the twisted conductor is in a uniform spiral shape.
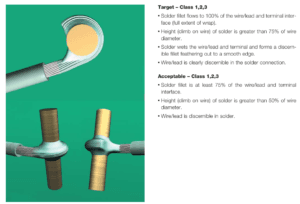
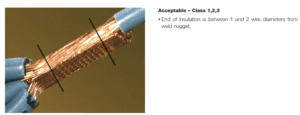
- Tinning: Apply flux to the prepared wires and then tin them in a tin bath. The conductor surface should be covered with a thin layer of solder, the conductor strands should be discernible, and the insulation should not be burnt.

- Soldering: Soldering includes tin soldering and ultrasonic welding. Tin soldering involves evenly filling the soldered components with solder, without voids, cold soldering, or false soldering.
- Ultrasonic welding involves placing the required conductor onto the ultrasonic welding block. After welding, the conductor surface should have the contour of the welding block and there should be no loose conductors.
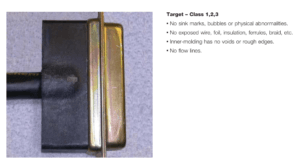
- Pre Molding: Install the corresponding mold onto the molding machine. The molded surface should be free of bubbles, shrinkage, voids, burrs, and exposed conductor insulation or braiding.
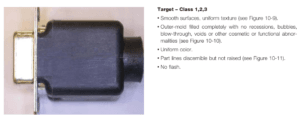
- Outer Molding: Find the corresponding mold and determine the molding direction based on the drawing or sample. Meet the drawing requirements and specifications. Appearance anomalies should not affect the shape, assembly, or function.
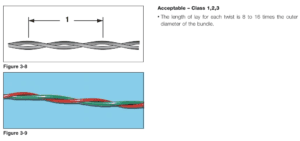
- Stranding: Use a stranding machine to clamp the wires to be stranded and adjust to the appropriate number of turns. The stranding pitch should be 8-16 times the wire diameter, and the surface should be free of knots or other defects.
- Labeling: Apply labels according to the dimensions and position indicated in the drawing or sample. The label should be wrapped 1.5 turns or more, securely adhered, and the edges should be aligned.
- Electrical Testing: Find the corresponding test fixture, use the sample parameters to calibrate the machine to ensure the accuracy of each circuit, and then test the finished wires one by one.
II. Overview of Key Quality Control Points for Wire Harnesses
Key quality control points for wire harnesses mainly include cutting, stripping, crimping, and electrical testing. These points are crucial to the main electrical functions of the wire harness as they directly relate to the harness’s usability, conductivity, safety, and reliability.
Other particularly important points, depending on the production situation and product requirements, include soldering, molding, and tinning. These points also require strict control to ensure the overall quality of the wire harness.
Importance of Key Control Points
Cutting:
Cutting is the first step in wire harness production and determines the final length and appearance of the harness. The accuracy of cutting determines the overall effectiveness of the harness and the smooth progress of subsequent processing, having a significant impact on the entire manufacturing process.
Core Wire Stripping:
Its importance lies in completely removing the insulation layer without damaging the internal copper wires. Broken copper wires will affect the current carrying capacity and may not meet the minimum current carrying range. It will also affect the electrical performance of the wire harness, leading to short circuits or open circuits. It can also affect subsequent processes, thus impacting the progress of the entire production process. Copper wires are the key conductive component, and any damage will directly affect the electrical performance of the wire harness.
Crimping:
Crimping is the process of joining the wire and terminal together. Pull force testing is performed to ensure the firmness of the wire crimp (refer to the pull force test table). Insufficient pull force may lead to loosening or detachment during subsequent use, resulting in open circuits and electrical discontinuity. Excessive pull force will deform the terminal, resulting in poor terminal appearance and potentially damaging the copper wires, leading to breakage during subsequent use. Cross-section analysis is performed to check the uniform distribution of copper wires at the terminal conductor crimp and ensure sufficient contact area for good conductivity.
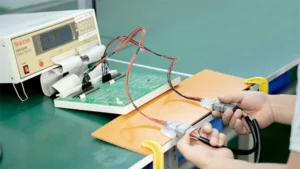
Electrical Testing:
Electrical testing is a comprehensive inspection process to ensure the correctness and conductivity of each circuit in the wire harness. It ensures that every part of the wire harness meets the electrical performance requirements, including resistance, conductivity, and circuit correctness. Every product requires 100% electrical testing to ensure product reliability and correctness.