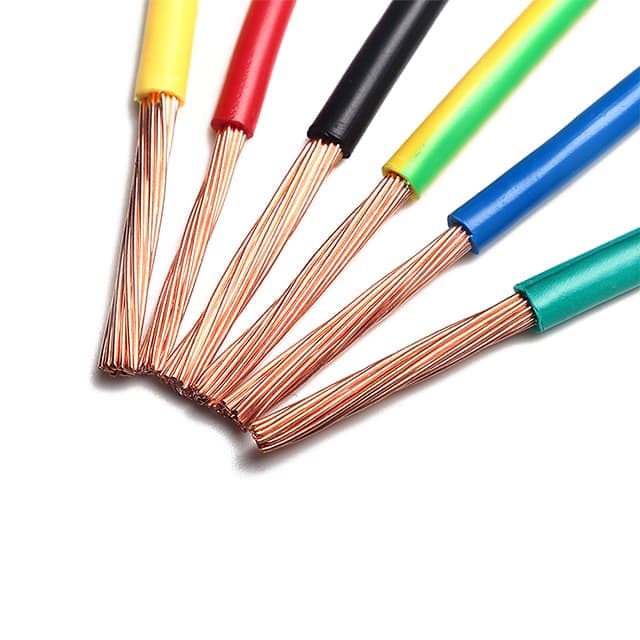
Why PVC, PUR, TPE, can be used as cable jacket
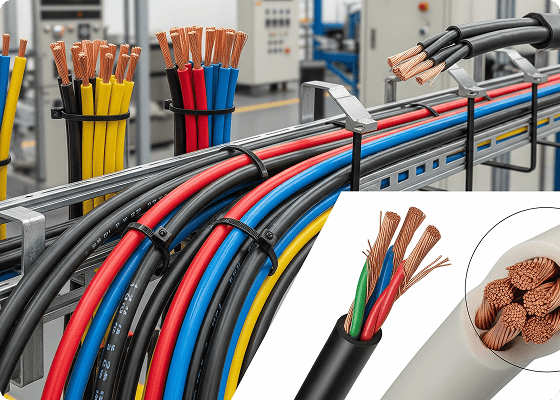
The demand for wire and cable insulation and sheath options is increasing. More machines and smart gadgets: there’s a need to secure them, and do so in a trusted way. The cable jacket is the protection layer on top. It doesn’t absorb any water. It also functions as a chemical barrier. It is resistant to heat and physical stress. PVC is easily the most popular of all the cable sheathing materials. It is easy to work with, inexpensive and flame resistant. It covers most of the insulating materials for wires and cables, and for panels and appliances. Polyurethane, or PUR, is the toughest. Its resistance to lubricants, abrasion and frequent bending makes it ideal for use in automotive cable sheaths and robotic flex cables. A thermoplastic elastomer ( TPE ) is when you mix the pliability of plastic with the suppleness of rubber. At low temperature it satisfies all the environmental requirements. All three materials are easily differentiated by colour coding and all meet the RoHS and REACH requirements.